Added reliability
Our determination to implement a zero-defect strategy requires seamless quality controls from production to outgoing goods. We audit our national and international suppliers and their products and production processes in a complex process. To safeguard our quality standard, we operate a quality lab and cooperate with test institutes around the world.
There are no compromises, even when it comes to incoming goods inspections and documentation. Here is an overview of our quality management services:
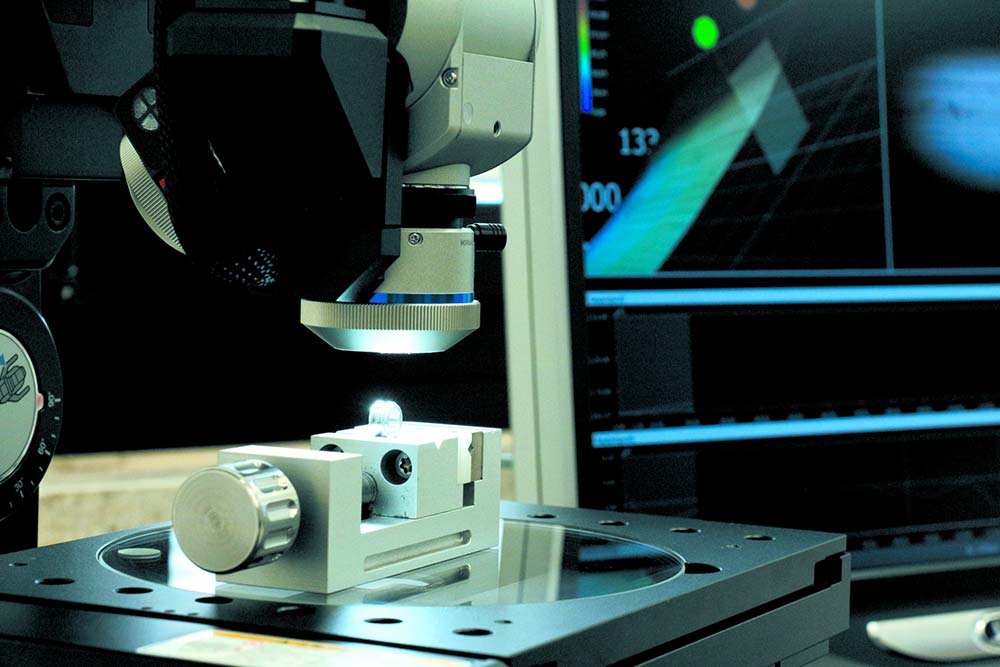
Digital microscope
Our digital microscope enables optical 2D and 3D measurements with a measurement resolution of 0.05 µm. This makes it possible to analyze grinding patterns, measure the roughness of the raceway and edges, and compare their structures.
Among other things, the microscope enables well-defined observation of the finest surface features as well as complete recording and measurement of the object profile, the determination of the surface roughness and the grinding pattern.
The optical magnification up to 2000x and the image-processing software allow the microstructure to be determined for material analysis purpose.
Noise test rig
The noise test rig makes it possible to measure the specific frequency ranges on a roller bearing, which in turn permit conclusions to be drawn regarding function and quality characteristics. This allows the bearings to be divided into different noise classes. These methods are also used in condition monitoring, in which the change in amplitudes, i.e. the degree of vibration acceleration, provides information as to whether the roller bearing has been damaged.
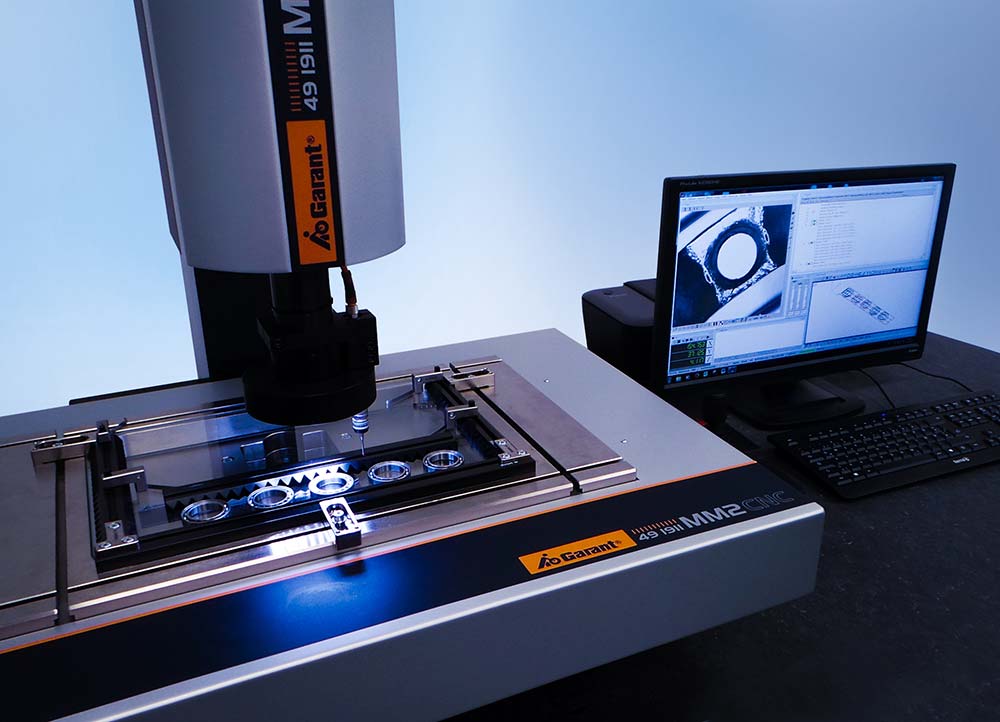
Optical/tactile 3D coordinate measuring device
Our coordinate measuring device enables optical/tactile measurements in 2D and 3D to be performed on a roller bearing or other component parts with a measurement deviation of ± 3 µm with respect to a measuring section of 100 mm and is, in particular, used for roundness measurements and orientation measurements and to check for compliance with tolerances.
The simultaneous measurement of multiple component parts makes it possible to efficiently perform analyses on a large scale and analyze the machine capability of an entire production batch.
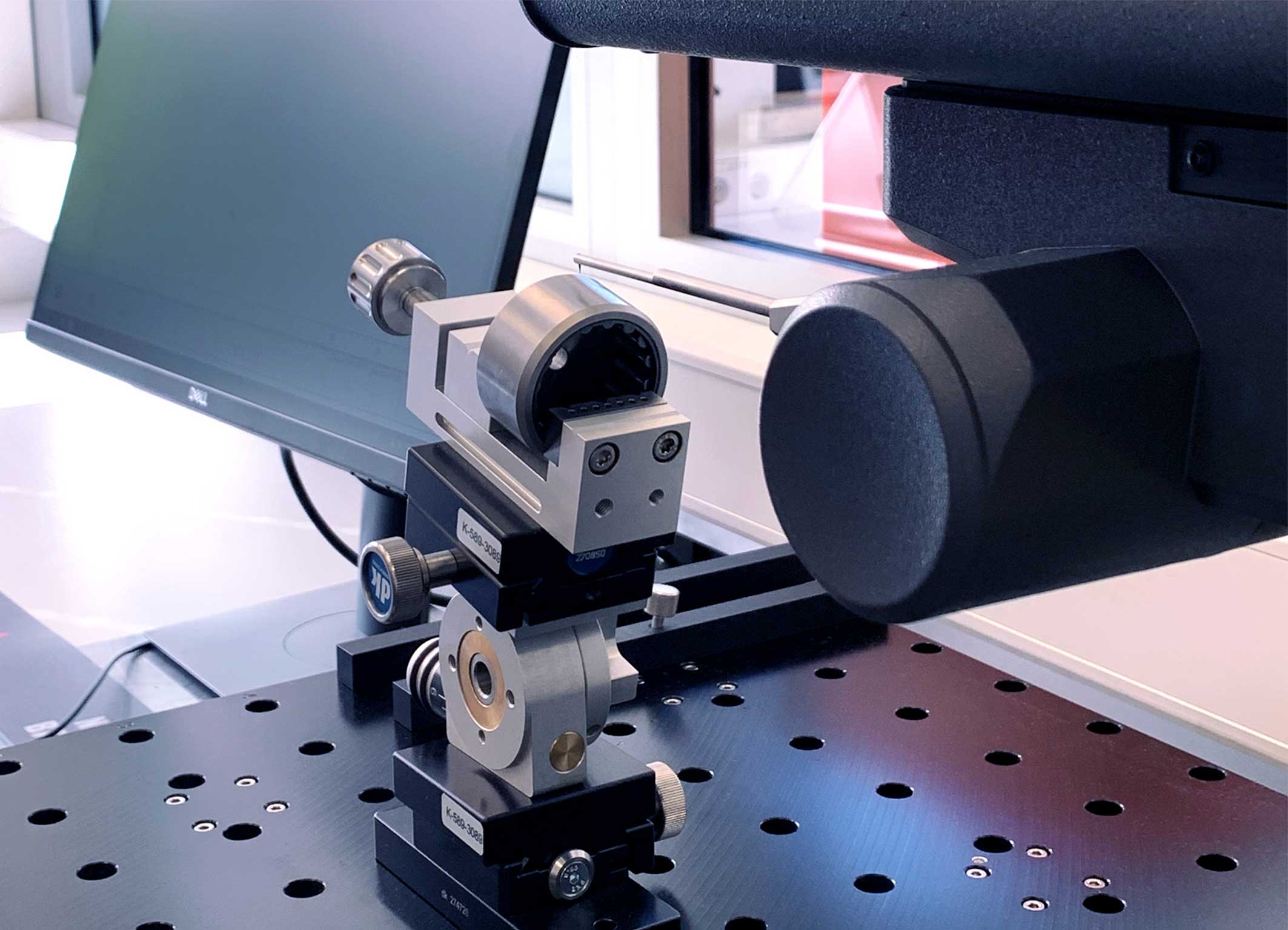
Profile and roughness measuring device
Our tactile measurement machine brings together the advantages of a highly dynamic contour touch probe system with those of a high-precision roughness touch probe system.
A scanning distance of 140 mm is a sufficient measuring span for the wide variety of roller bearing series. A measuring speed of up to 10 mm/s and a resolution of up to 6 nm combine a very high resolution with a short measuring time.
This makes it possible to measure contour profiles of the raceway and thus determine the contact geometry, which is a decisive factor in determining and checking the load rating. When performing a technical assessment of roller bearings and needle-roller bearings, such measurements are of particular importance because edge stresses must be avoided in interactions between the raceway and roller bearing geometries. Other typical applications include measuring undercuts and radii as well as the roughness values of lip area in cylindrical roller bearings.
Roughness values and waviness are measured by simply switching touch probe systems. This allows the raceway and rolling element to be measured ideally with respect to their roughness and interaction.
Test ink
Roller bearings are made suitable for storage using preservative oil or special waxes in regular delivery condition. As part of special greasing, we have to ensure an oil-free, purely metallic surface for special greases (PTFE). The use of a test ink allows us to precisely monitor our systems’ cleaning performance.
In principle, roller bearings only purposefully contain silicones in exceptional cases. However, silicone oils are popularly used as separating agent in the production of seals or to repair production facilities, which causes the bearings to become contaminated. Special test inks are used in order to guarantee a LABS-free condition (paint wetting disrupting substances), as is required when it comes to gluing, painting or printing. To achieve a LABS-free surface on roller bearings, Findling plasma cleans them and the cleaning performance is then checked using a test ink.

Hardness tester
An important quality feature of roller bearings is the hardness of the roller bearing steel. It essentially determines the load carrying capacity and thus longevity. Any deviation from an HRC already reduces the service life by 6%.
Aside from the microstructural analysis, which is used to monitor the fatigue strength characteristics of the material, the hardness tester is the most important monitoring tool for a properly carried out heat treatment.
For stainless steel products made of AISI420, AISI440 or AISI316L, which each have different hardness properties, the hardness is a good means of identification.
Master rings and standard arbor
Checking the dimensional stability of open-ended and closed-ended drawn cup needle roller bearings, drawn cup roller clutches and the like is only possible by destroying them. For this purpose, we have an extensive range of master rings and standard arbor. We press the test pieces into the respective master ring and check the dimensional stability with the standard arbor. In drawn cup roller clutches, we use torque gauges to monitor the retaining force of the freewheel. Standard arbor are also used for operator inspections in the incoming goods department.
Torque measurement
Getting a roller bearing to rotate requires torque, which is particularly influenced by the sealing technology and grease used.
To measure this starting torque or breakaway torque, Findling Wälzlager has torque gauges that currently cover a range of 0.05 cNm to 3 cNm and are used for small bearings with shaft diameters below 10 mm.
Findling therefore has quality assurance tools that are particularly well-suited for customers in the field of rotary encoders and sensors.

Feeler gauges
Bearing clearance measurement on spherical roller bearings is an important aspect for installation and proper operation. The bearing clearance is especially reduced by installation in the case of conical spherical roller bearings with an adapter sleeve. In the worst case, this can cause the roller bearing to become blocked during operation. To avoid this, it is best to measure the bearing clearance of a spherical roller bearing both before and after installation. This measurement is carried out using feeler gauges. We monitor compliance with the bearing clearance in the incoming goods department and, if requested by the customer, we will measure the bearing clearance as an integral component of a 100% thorough outgoing goods check.


